
Gas Analyzer Enclosure Manufacturing
Client
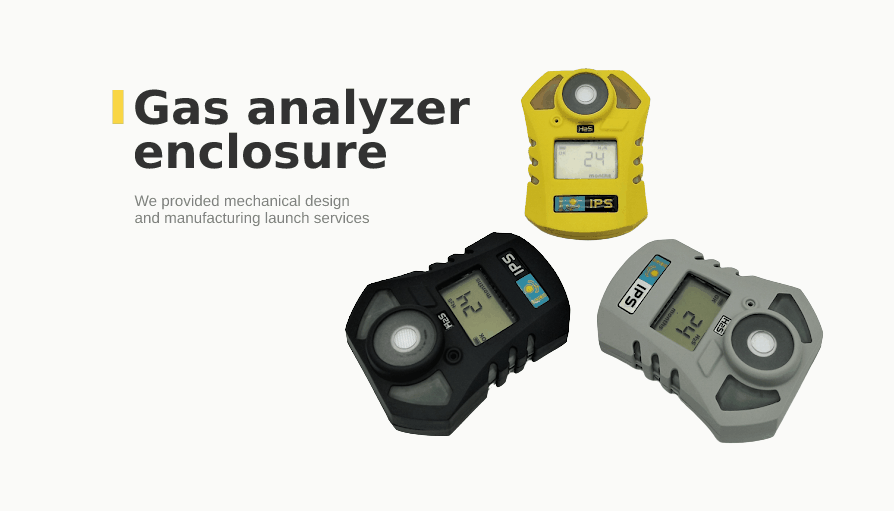
Intelligent Protective System (IPS) is an electronics manufacturing company. IPS specializes in personal gas analyzers.
Challenge
The challenge was to launch mass manufacturing of gas analyzer enclosure.
The client’s requirements:
- enclosure manufacturing method — injection molding;
- enclosure size — 78 x 58 x 28 mm.
As initial data, we got a 3D model in “*.step” format (fig. 2).

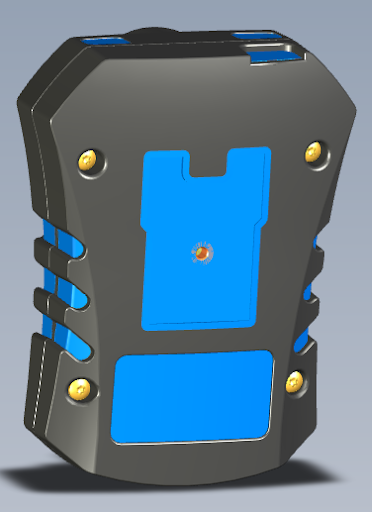
Fig. 1 — The enclosure 3D model
Solution
We provided mechanical design and manufacturing launch services.
Concept Development
Before the project started, the customer already had an enclosure industrial and mechanical design. Promwad Manufacturing team examined them and found out several potential design bottlenecks.
Therefore, we performed a preliminary injection molding flow simulation. We simulated the enclosure to validate and optimize it.
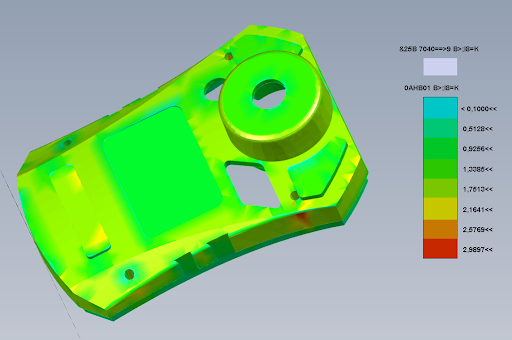
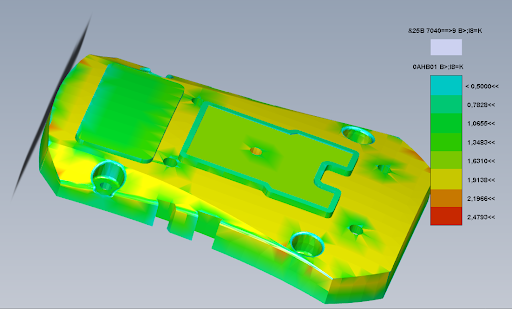
Fig. 2 — Analysis of the thickness variability of the transparent polycarbonate enclosure
The simulation showed the need for changing particular elements. We ensured the best design version of the enclosure. As a result, we drastically reduced the chance of costly mistakes before manufacturing.
Mechanical Design
Following the enclosure manufacturing requirements, we chose the injection molding method.
The enclosure consists of two parts. The manufacturing method for each part is overmolding:
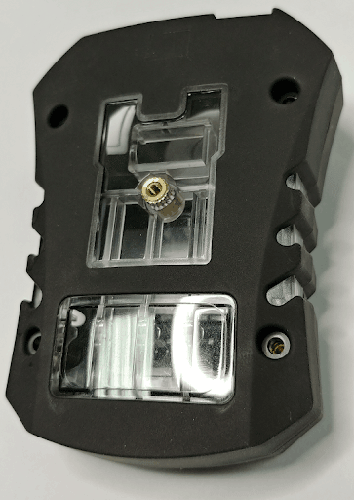
- the first enclosure part is molded from polycarbonate (fig. 3);
- the above part is inserted in a special socket of the other part’s mold;
- the part is molded again with the soft polymer, namely thermoplastic elastomer, or TPE.
During polycarbonate molding we used five threaded brass bushings:
- four of them have М2 thread: they serve to tighten the screws;
- one of them has М2,5 thread: it serves to install the fixing clip. The fixing clip helps to fasten the enclosure to a belt or pocket.
After twisting with screws, we get a solid enclosure with an ergonomic soft “case”. The “case” seals both enclosure parts and provides IP67 compliance.
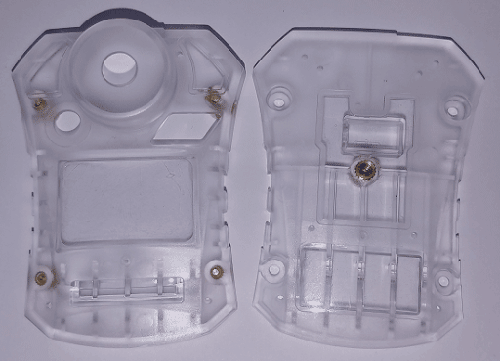
Fig. 3 — The enclosure parts base from polycarbonate with brass bushings
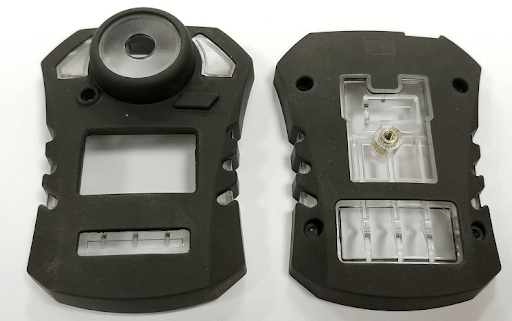
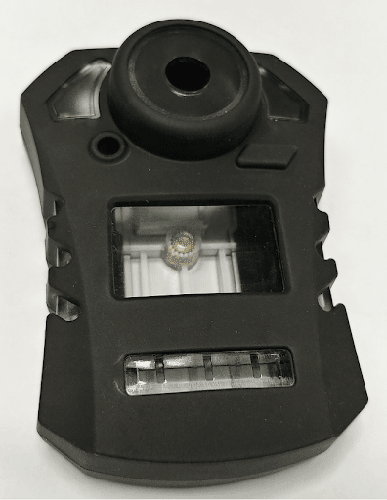
Fig. 4 — Enclosure parts after overmolding
Manufacturing Launch
The first step in making the mold implied the analysis of the 3D models by a manufacturer. Since our experts pre-checked and adjusted the enclosure design, the product required no extra modifications.
The next step was to design a mold in professional CAD.
After that, molds manufacturing took place (fig. 5).
The production process runs for 1.5-2 months.
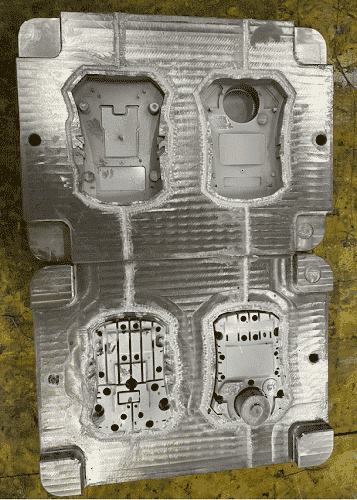
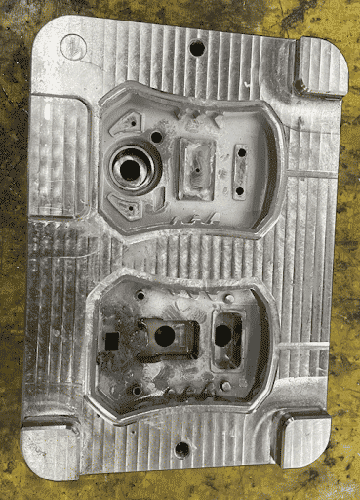
Fig. 5 — Mold plates in production
Finally, the assembled parts of the mold are placed on the injection molding machine (thermoplastic automatic machine) (Fig. 6).
After that, the first tests are carried out with obtaining a T1 — trial one sample.
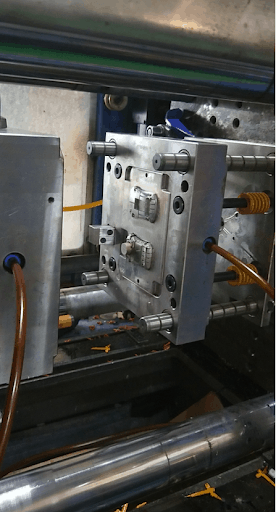
Fig. 6 — The mold installed on the injection molding machine
An essential step is to evaluate whether the prototypes correspond to the size. After cooling, the polymer tends to shrink. Therefore, the linear dimensions of the cooled part are always smaller than those in the mold.
The product assemblability check-up is held twice:
- by the quality control department specialists (in the manufacturing site);
- by the client.
It usually takes several iterations of the following steps to get a production-approved sample:
- sample analysis;
- sample approval;
- making adjustments to the molds;
- disassembling and physical correcting the molds;
- assembling and mounting molds on the injection molding machine with obtaining the next samples iteration;
- etc.
This particular project took three iterations.
The material is pretty soft. When opened and pushed out of the mold, it sticks to the molding surface. As a result, the enclosure distorts.
Thus, we faced the challenge of ensuring an even joint between the enclosure parts after assembly.
Another challenge is ensuring that the soft button is pressed in below-zero temperatures.
How did we resolve these opposing challenges?
We made several modifications to the molds, changing the angle of the molds and adjusting the thickness of the material in troublesome areas. To obtain the desired quality, we used materials with different hardnesses.
Figure 7 shows the first version with an uneven joint and the final one, accepted to manufacture.
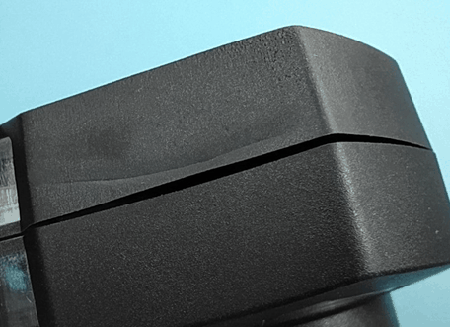
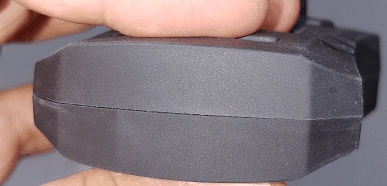
Fig. 7 — That’s how we fixed the enclosure parts uneven joint
Result
The client approved the designed mold. Thanks to the Promwad manufacturing team, IPS launched the initial batch of 5000 enclosure items.
 .
.